工業用ベスト3Dプリンターのご紹介
3Dプリンティングは、今日ではただの概念の域を超え、企業の競走優位性の獲得に利用されています。業界関係者が、自身の商標登録済みの機器やソフトウェア、資材などで市場をあふれさせていくうちに、市場は隙間さえないような状態となっています。そこで、この記事では、工業用プリンターへの投資の前に考慮すべき数点をまとめています。ここでは、皆様自身が調査を始める際の基準点となるよう、工業用3Dプリンティング分野における、最も普及している技術を少々取り扱い、各々のカテゴリから最低一台の3Dプリンターをご紹介していきます。
3Dプリンティングの出現

新しい材料、自動化、コスト削減、新しい機器の処理速度により、積層造形の採用が大幅に広がっています。
3Dプリンティング(3DP)や積層造形(additive manufacturing 、AM)は、つい、この前までは、その採用は試作品の製作のみにほぼ限定され、将来的に変革をもたらす技術と考えられていました。しかし、その進歩により、もはや、期待を寄せる対象ではなく、工業の発展における「次なる大物」でもありません。新しい資材、自動化、コスト削減、新しい機器の処理速度により、航空宇宙工学、自動車産業、医療、歯科、貴金属工業などを含むあらゆる分野での積層造形技術の採用が、大幅に加速しています。
二〇一九年のアーンスト・アンド・ヤング社の報告によると、調査を行った二社に一社の割合で、二〇二二年までには積層造形技術を導入した製作を始めたいと考えている、という結果が出ています。これを裏付ける証拠は、何年も前から上がっていました。グローバルサプライチェーンがCOVID-19のパンデミックで被害を受けた際、防護具のニーズに応えるために、多くの病院が地元の3Dプリンティングを扱う企業へ問い合わせを行った例が、その顕著なものです。
3Dプリンティングが未来と言うならば、その未来はもう、「今」なのです。
3Dプリンティングを選ぶ理由
3Dプリンティングは、企業にとって、射出成形や研削、CNC圧延加工などの従来の工程に比べ、はるかに利点が多いのです。3Dプリンターは、ジオメトリが複雑であっても、一般的な構造的弱点となる、漏損や故障がよく起こるような接合部やシール面などを持たない、頑丈なオブジェクトを作成することができます。

3Dプリンターは、従来の方法の設計的な限界に左右されず、複雑なパーツを作成することができ、道具や機械による加工や組み立てにかかる時間や出費を低減します。
この、パーツを一つのピースで作成できる性能により、企業は道具や機械による加工や、その他の組み立ての工程にかかる時間や出費を軽減できます。言い換えれば、3Dプリンターは、従来の工業生産過程の支障となる設計上の多くの制約に縛られず、企業が従来の方法を利用する際の短期間生産業務や製品設計変更により発生するコストもかからない上で、完全な個別生産の製品の製作が可能である、ということなのです。
3D産業の混雑する市場をうまく渡り歩く
しかし、これまでのすべての進歩を考慮しても、この産業は未だ成熟の域には達していません。積層造形技術の傘下で営業している興行関係者は、多く存在します。彼らは皆、進化を続ける市場で流動的に独自の方法を導入し、執拗に推し進めています。その結果、豊富な数の技術や機器の開発に繋がっているものの、扱いが大変な、分断された領域をも生んでいます。

この記事は、積層造形技術のソリューションへの投資をお考えの皆さんのために、更なる情報に基づく視点を提供することを目的としています。その内容では、まず最初に、決断の際に考慮すべき数点について述べ、その後、工業3Dプリンティング分野で最も重要である、様々な種類の技術について見ていきます。各々のカテゴリからは、最低一台の機器を推薦し、容量や精度、材料特性などの観点を含む、その特徴について説明します。
キーポイント
積層造形は急成長し、工業において重要な位置を占めるようになりました。しかし、この急速な成長の結果、市場は分断されて、その扱いが困難となってしまいました。
買うべきか、買わざるべきか
積層造形技術のソリューションへの投資を決断される前に、考慮しておくべき点が、以下のように何点かあります。
3Dプリンターの新規購入により、ビジネスにおいて特に優先的に取り組むべき事柄とは
一台で全てのことに対処できるような、万能な3Dプリンターはありません。そのため、3Dプリンター導入のあらゆる目的の中で、その技術により達成したいことをはっきりさせ、その上で投資の見返りを前もって見積もっておくことが大切です。通常は、プリンティングに使用する材料や合成材料の多様性や、完成品の力学特性、それに、自身のニーズを満たすために必要な機器の台数に懸ってきます。
社内での積層造形技術導入へ必要な準備
皆さんの企業においては、社内に工業用3Dプリンターを導入する代わりに、外部委託の3Dプリンティング業務を採用した方が良い場合があります。3Dプリンティングが必要となるパーツが、一台のプリンターでほぼ事足りるのなら、この目的に特化された機器の購入は、納得の行く決断と言えます。その上で、プリンティングのサイズが自身のニーズに合っているか、硬度、弾性、伸展性、その他の力学特性がプリンティングに適しているか、そして、選択する3Dプリンターを設置するために必要なインフラストラクチャー(電源、設置スペース、換気など)がそろっているかを確認すれば大丈夫です。

しかし、3Dプリンティングに対するニーズに異なった材料の使用や性能特性が含まれる場合は、3Dプリンティング業務を外部委託し、必要に応じてパーツをプリントしてもらった方が良いでしょう。最も一般的な業務を自社で行い、残りを委託する形で、両方を組み合わせることも可能です。
プリンターの稼働に必要なコスト
ニーズに合う機種が定まったら、その機器を購入し、維持していくためのコスト全体を調べたほうが良いでしょう。機器を購入するコストに加え、プリンティングへの必需品、その価格や入手経路、材料のリサイクル可能度などを考慮する必要があります。その上、安全装置や、換気や配管などの設備基盤、それに、時間や労力の要する処理完了後の必須事項の実行のための追加の維持費が発生します。同時に、プリンターに専門知識を有する人材は必要か、それとも、社内のスタッフのみで取り扱うことができるかについても考慮すべきです。関連した諸経費が高すぎて、そういった技術を導入できない、という結論に達することもあります。
キーポイント
工業用3Dプリンターの所有にかかる総コストは、相当高額になることもあります。冒険的な決断をする前に、他の手段も考慮した上で、その決断が自身の業務に合っていることをお確かめください。
工業用3Dプリンター各種
最も一般的に使用されている工業用金属3Dプリンティングの方法は、選択的レーザ溶融法(Selective Laser Melting、SLM)に基づいています。溶融法によく似た、焼結法を用いる技術もありますが、この場合、資材が加圧され、凝固する温度まで同じように加熱されるものの、液化する前に加熱を停止するところが溶融法と異なっています。この方法は、概ね以下のような工程をたどります。
ソフトウェアにより、3Dモデルを、3Dプリンターが最終的なプリントを行うために使用する、二次元の層にスライスします。特殊な金属粉末が3Dプリンターベッドの表面全体に準備され、レーザービームが3Dパーツの各層を(適用する技術に応じて)溶融するか、または焼結します。
一つの層が完了すると、プリンターベッドが若干低くなり、再塗布システムがベースのプレート上に新たな層の金属粉末を準備します。レーザービームによる溶融もしくは焼結の工程が繰り返され、新たな層が直下の層と付着します。

ほとんどの金属プリンターは、レーザービームか電子ビームを使用して粉末の層を溶融もしくは焼結し、完全な3Dオブジェクトを完成させていきます。
電子ビームパウダーベッドフュージョン(粉末床溶融結合、Electron Beam Powder Bed Fusion、EBM)方式のプリンターでは、その工程は似ていますが、レーザービームの代わりに電子ビームが粉末の溶融(焼結ではない)に使用されます。この方が工程は速いですが、それと引き換えに、精度は落ちることになります。

プリンティングの工程では、各層を溶融もしくは焼結し、パウダーベッドの高さを下げる工程を、オブジェクトが完成するまで繰り返します。
選択的レーザー溶融(Selective Laser Melting、SLM)プリンター
EOS M400

EOS社のDMLSプリンターは、最大7.0m/sの速さでの稼働が可能で、高熱に適用できるニッケル合金を含む、材料の目録が付いています。
ドイツの製造業者であるEOS社は、二つのバージョンがある、ハイエンドの直接金属レーザー焼結法(Direct Metal Laser Sintering、DMLS)プリンターを発売しています。1000wのレーザーを使用したEOS M400や、金属粉末の溶融や結合を促進し、プリントするもののサーフェスの仕上がりを改善するよう設計された、システムに四つの400wレーザーを搭載したEOS M400-4も入手可能です。.
両方の機器とも、造形容積は400 × 400 × 400 mmであり、多くの工業用途に充分の大きさです。また、両方とも7.0 m/sの速さでのスキャンが可能です。M400は概ね90μの焦点径を持ち、M400-4は少し大きめで、約100μの焦点径です。
EOS社は、その機器に使用できる材料の一覧を提供しています。含まれるのは、高温に適用できるニッケル合金、医療の分野で使用されているような機器を作成するための純タングステン合金、熱交換機用の銅、あらゆる産業で使用される貴金属やその他の高性能合金です。
また、CADデータのためにビルドパラメータを作成して調整したり、製作工程をモニターしたり、機器全体を監視してプリントジョブやプリンターの状態について通知を送るためのダッシュボードを利用できる、一連のソフトウェアも提供しています。
その中の一つがEOSPrint 2であり、これは、プリンティングを円滑に進めるためのビルド速度、サーフェスの品質やパラメータなどの、プリントジョブに関連する要因の最適化に役立つよう設計されたアプリケーションです。
さらに、EOS社は、品質管理用のEOState Monitoring、アイ・オー・ティ(IoT)対応の接続性を持つEOSConnect Core、そして、プリンターのEOSネットワーク全体を監視できるEOSConnect MachineParkのような、専門化したソリューションも提供しています。
DMP Factory 500

この3D Systems社のダイレクトメタルプリンティング(Direct Metal Printing、DMP)ソリューションは、待機時間を削減して効率化を図るため、複数のタスクを実行できる五つのモジュールより構成されています。
積層造形技術の世界における「ゲームチェンジャー」として絶賛された、3D Systems社のDMPであるFactory 500も、金属3Dプリンター分野における興味深い機器です。モジュール式で、企業での要求に適合するよう、その設定を選択することができます。
一回のプリントジョブが終わるまで次のジョブを開始できない非モジュール方式とは反対に、このモジュール方式では、数種類の工程を同時に実行することができます。プリンティング、余分な粉末の除去、資材のリサイクルや新しいビルドの準備がすべて同時に実行でき、待機時間や関連コストを大幅に削減することができ、効率化を促進します。
このシステムは、それぞれが個別のタスクを実行する、以下の五つのモジュールにより構成されています。
プリンターモジュール(Printer Module、PTM)、パーツから余分な粉末を除去し、未使用のものをリサイクルする粉末管理モジュール(Powder Management Module、PMM)、ビルドプラットフォームを閉じ、残りの粉末を除去する、PTMとPMMの間で移動可能なリムーバブルプリントモジュール(Removable Print Module、RPM)、RPMをPTMとPMMの間で移動させるための移送モジュール(Transport Module、TRM)、そして、プリントジョブでの各段階の間でRPMを一時的に記憶するパーキングモジュール(Parking Module、PAM)の五つです。
Factory 500の造形容積は500 × 500 × 500 mmであり、EOS M400よりもかなり大きく、500wのレーザーを三つ搭載しています。
ソフトウェアの面では、3D Systems社は、設計から後処理までの3Dプリンティング工程全体をサポートするツールを備えた3DXpertを提供しています。このソフトウェアは、この価格帯の機器に付属しているソフトに一般的に期待できるような機能をすべて装備しています。プリントプレートの設定、サポート構造の作成、プリントパラメータの微調整、ビルドシミュレーション機能を使用しての熱応力パラメータなどの監視が可能で、実際のプリンティングの前に必要な調整をすることが可能です。
LASERTEC 6600 DED hybrid
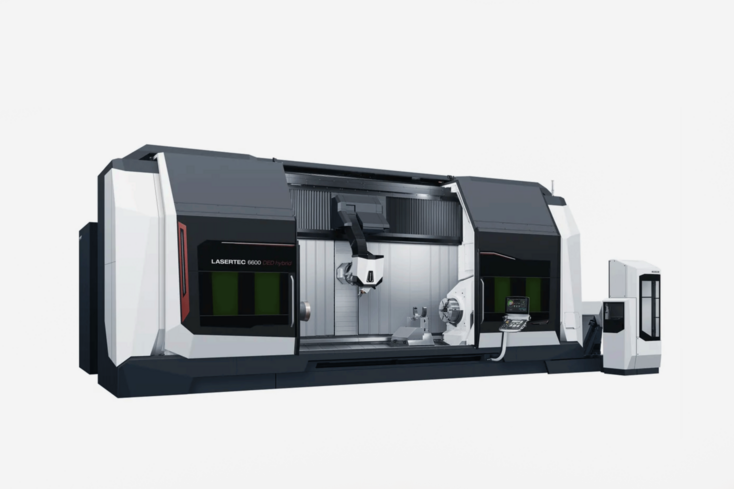
森精機の機器は、積層造形、切削造形両方への対応が可能です。
DMG森精機は、積層造形、切削造形双方に使用できる、一連のハイブリッド機器を販売しています。いずれの機械も一台で溶接と圧延が可能のため、金属パーツの製造と修復の両方が可能です。
LASERTEC 6600 DED hybridは、同社の主力機器の一つです。この機器は、当初はミーリングターニングセンタであった、NT6600 DCGを基にしています。DMG森精機は、この機器に、レーザーを利用して金属粉末の層を結合させる工程である指向性エネルギー堆積法(directed energy deposition)を採用した、積層造形(AM)ユニットを取り付けました。
LASERTEC 6600 DED hybridの造形容積は1040 × 610 × 3890 mmであり、一回の鋳造のみで作成できるパーツや、複雑な形状のパーツの試作品の設計や少量生産に適しています。
P-50
Desktop Metal社にはP-50もあり、この機器は、同社の見積もりによると、金属3Dプリンティングの工程を、その他のレーザー粉末床溶融結合技術機器と比較して百倍高速化するために制作されました。この機器を使用すれば、従来の製造業での技術を用いた機器と張り合うことのできるレベルまで、パーツ毎のコストを低減することができます。
P-50は、シングルパスジェッティング(Single Pass Jetting)と呼ばれる技術を採用しています。その造形容積は490 × 380 × 260 mmであり、双方向プリンティングをサポートし、1200dpiの印字バーを有しています。
キーポイント
SLM金属プリンターをお探しなら、積層造形分野で最も有名な二社である3D System社とEOS社が、素晴らしい選択肢を提供しています。しかし、皆さんの適用状況により、レーザークラッディングやシングルパスジェッティングのような技術も説得力のある提案と言えます。
選択的レーザー焼結(Selective Laser Sintering、SLS)プリンター
EOS P810

P810は、耐火性で紫外線抵抗性のパーツを製作します。航空宇宙部門に特化した機器です。
P810は、EOS社がボーイング社と協同で設計したデュアルレーザーSLSプリンターです。このプリンターは、HT-23と呼ばれる素材のみを使用する設計となっているため、航空宇宙部門での高性能のパーツの必要性を満たすための、非常に対象を限定したソリューションとなっていますが、その他の産業でも使用されている事例も見受けられます。
HT-23は、23%が炭素の原料の繊維素材で、耐火性で紫外線抵抗性であり、航空宇宙産業でのFAR 25.853規準、モビリティ産業でのEN 45545規準を共に満たしています。これは、P810が高温に耐性があり、軽量で高強度のプリントを作成できるということです。このような製品は、炭素繊維のラミネート加工されたパーツの代用品として使用でき、アルミ製のパーツの代わりにもなります。
P810の造形容積は700 × 380 × 380 mmを誇り、二つの70wのレーザーを配備し、素材のリフレッシュレートは40%、ビルドレートは2.7 l/hで5%の記録密度であり、これらはすべて、パーツ当たりの作業時間とコストを低減するために役立ちます。
HT1001P

Farsoon社のHT1001Pは、ローディングステーション、ビルディングステーション、クーリングステーション、ブレークアウトステーションの工程を含むモジュール設計を採用し、継続的な製作をサポートし、作業中断時間を最小限にとどめます。
HT1001Pは、Farsoon Technologiesの開発した樹脂レーザー焼結システムです。Farsoonでは、CAMSシステム(Continuous Additive Manufacturing Solution)と呼ばれています。このシステムは、ローディングステーション、ビルディングステーション、クーリングステーション、ブレークアウトステーションの工程から成り立つモジュール設計を採用しています。HT1001Pは、ビルド間の作業中断時間を最小限に抑え、反復的に連続的な生産を可能にし、簡単に自動化できるよう設計され、現状の生産のセットアップに統合することも簡単です。
HT1001Pの造形容積は1000 × 500 × 450 mmであり、スキャニング速度を最大15.2 m/sとする100wのレーザーのデュアルシステム、及び、自動的に未使用の粉末を供給場所へ戻すクローズドループ粉末管理システム(closed-loop powder handling system)も搭載しています。
この機器は、同社開発のBuildStarやMakeStarソフトウェアでサポートされ、同社が指摘するように、オープンマシンキーパラメータ(open machine key parameters)、リアルタイムビルドパラメータ変更(real-time build parameter modification)、三次元可視化(three-dimensional visualization)、診断機能(diagnostic functions)などの数種類の機能を備えています。
光造形(Stereolithography、SLA)プリンター
ProX 950

ProX 950は、高品質の仕上がり具合のサーフェスを持つ大規模なオブジェクトを一気に製作できる、大判SLAプリンターです。
SLAプリンターは、そのサーフェスの上質な仕上がりで、その名を馳せています。また、精度も高く、通常、幅広い種類のプラスチック材料を利用できます。造形容積が大きいことも、更なる利点として挙げられます。3D System社は、そのテクノロジーを先駆けて開発しているので、その質を最善の形で実証できる機器を作成することになったのは、当然のことと言えます。
ProX 950は、大判SLAプリンターで、その造形容積は非常に大きく、1,500 × 750 × 550 mmにも上ります。そのため、自動車のダッシュボードを一度でプリントしたりすることもできます。このプリンタでは、異なる力学的性質を持つ、あらゆる樹脂が使用できます。
ソフトウェアの方は、自社開発の3D Sprintソフトウェアパッケージが、最初のCADデータから最後の3Dプリントまでの工程全体へのサポートのために付属しています。CAD、もしくはポリゴンデータの作成や、SLAプリンターのみならず、CJP、DLP、MJPやSLSなど、その他の技術を用いる3D Systems社製のプリンターでの3Dプリンティング工程の取り扱いを可能とする機能も備えています。
光造形(Digital Light Processing、DLA)プリンター
Figure 4プリンター

Figure 4 Productionは、基本的に複数の小さめの独立型DLPプリンターで構成されており、小さいパーツの量産のために設計されました。
3D SystemsのFigure 4 Productionは、製造処理能力を最大限に活用できるように設計された、工業用DLPプリンターです。DLPは、SLAと同様のテクノロジーです。その違いは、樹脂の層全体を硬化させるために、単一の光線ではなく、投光器を使用する点です。
ウェブサイトによると、Figure 4 Productionは、工業用、歯科用、そして個別製作用の幅広い種類の材料を使用し、年間百万以上のパーツの製作が可能ということです。その造形容積は124.8 × 70.2 × 346 mmであり、基本的には、複数の小さめの独立型DLPプリンターから成り立っています。
Figure 4 Productionは、小さめのパーツの生産能力を高めるには最適の機器です。ただ、ProX 950のような大判3Dプリンターではありません。3D Systems社によれば、このプラットフォームは、短時間での反復生産が必要な製品、マスカスタマイゼーション、ブリッジ生産、少量生産に最適です。
Figure 4 Productionは、ProX 950のように、ファイルの準備や製作には同社開発の3D sprintソフトウェアを採用し、 3D Connectを使用したクラウドとの統合も可能です。
連続的液体結合製法(Continuous Liquid Interface Production、CLIP)
その他の樹脂を基にした技術で注目に値するのは、連続的液体結合製法です。Carbon社独自のテクノロジーであるDigital Light Synthesisは、この製法を基にしています。この工程では、デジタル光投影と酸素透過性光学部品を使用して、樹脂によるプリンティングに特有の機械的特性と解像度、表面仕上げを兼ね備えた丈夫な部品を素早く生産します。
Carbon社のL1は大判3Dプリンターで、その造形容積は400 × 250 × 460 mmです。同社は、高弾性、生体適合性、耐熱性、高強度など、様々な特性を持つ幅広い材料を扱っています。この多様性と大量生産能力により、Adidasのような国際的ブランドへの魅力的な選択肢となっています。
キーポイント
3D Systems社は、SLAプリンティングを他社に先駆けて開発し、DLPのような樹脂ベースのものと同様なテクノロジーを採用した3Dプリンター界においては、予想通り、支配的な銘柄となっています。頑丈で最終用途のパーツの大量生産なら、Carbon社の画期的なL13Dプリンターも考慮に入れる価値があります。
マルチジェット(MultiJet、MJP)プリンター
ProJet MJP 2500シリーズ

ProJet MJP 2500シリーズプリンター (MJP 2500W、2500、そして2500 Plus)は、様々な材料を使用してワックス模型やエンジニアリングプラスチック、硬質プラスチックをプリントします。
積層造形業での3D Systems社の独占状態は、このカテゴリにおいても明らかです。マルチジェットプリンティングは、プリントヘッドを使用して、ビルドプラットフォームに樹脂や鋳造ワックスなどの種類のプリンティング用の材料を供給します。各層は、プラットフォームを横切って動き、選択的に材料を硬化するプリンタヘッドに備え付けられた、紫外線ランプによって硬化されます。
ProJet MJP 2500シリーズプリンター (MJP 2500W、2500、そして2500 Plus)は、様々な材料を使用し、ワックス模型やエンジニアリングプラスチック、硬質プラスチックをプリントします。プリンターの造形容積は294 × 211 × 144 mmのため、貴金属や歯科で使用する器具の作成に向いています。
このシリーズのプリンターは、その他の3D System社の数種の製品と同じように、ファイルの準備や製作には同社独自の3D Sprintソフトウェアを、クラウドの統合には3D Connectを採用しています。
カラープリンター
J55 Prime

J55 Primeは、パントン社認定(Pantone Validated)の色を含む、64万もの固有の組み合わせを作成することが可能です。
Stratasys社が、この記事の工業3Dプリンターの最後のカテゴリで主役に据えるのは、カラープリンターです。この種類のプリンターは、通常、工業用に充分なパーツの強度を生成できないため、一般的には教育用や玩具、カラーの試作品の作成に利用されます。同様に、フルカラーで、硬い材料や透明の材料、弾力性、柔軟性のあるサーフェス、もしくはDigital ABSを用いてプリントを行う性能を持つため、機能的な試作品の作成に有望な、興味深い存在です。
J55 Primeの造形容積は140 × 200 × 187 mmです。この機器は、固定されたプリントヘッドを持つ五つの材料チャンネル、及び、回転式ビルドプラットフォームを携えています。Stratasysによると、J55 Primeの工程は静かで匂いも無く、パントン社認定(Pantone Validated)の色を含む、64万もの固有の組み合わせを作成することが可能です。
ソフトウェアの面では、Stratasys社にはGrabCAD Printがあります。このソフトウェアには、CAD設計やレンダリングから3Dプリンティングまでのプリンティング工程に役立つ機能が搭載されています。GrabCAD Printは、3MF、OBJ、STP、その他多くの一般的なファイル形式をサポートしています。エクスポートできるファイル形式は、STEP (.stp)、IGES (.igs)、STL (.stl)、ACIS (.sat)、JT (.jt)、VRML (.wrl)です。
ProJet CJP X60シリーズ

ProJet 860Proは、様々な色やグラデーションでプリントのできる複数のプリントヘッドを搭載した、本格的なCMYK 3Dプリンターです。
3D SystemsのX60シリーズは、非常に幅広い色の種類を使用しての高品質なプリントが可能な、カラー3Dプリンターのラインナップを提供しています。プリンターは、あらゆる産業分野での様々な寸法を持った有機体のプリンティングに最適です。教育施設、建築設計事務所、消費財製造業者、そして、メディアやエンターテインメント企業も皆、教育用モデルの作成や、設計意図を説明するための試作品の構築、パーツの完成品の顧客への紹介などのために、このシリーズの機器を利用できます。
ProJet 860 Proは、造形容積が508 × 381 × 229 mmの本格的なCMYK3Dプリンターです。複数のプリントヘッドを搭載し、グラデーションを含む様々な色をプリントでき、パーツを水平方向や垂直方向に設置することもできます。
結論
かつては未来の技術と考えられていた積層造形技術は、もう私たちの手元にあります。多くの生産工程で、多様な産業において、日々、その導入による利点が実証されています。しかし、積層造形技術部門は、未だ水先案内の必要な、断片的な産業のままです。工業3Dプリンターに投資する決断をするのであれば、まず、それがニーズに合ったソリューションであることを確認すべきでしょう。導入を決定したなら、手始めに検討してみることのできる、様々なテクノロジーを基にしたあらゆる選択肢が揃っています。