Verbesserter Fertigungsprozess mit Artec 3D und Geomagic Control X
Inhaltsangabe: Mehrstufige Fertigung kann zu Unsicherheiten und Prozessabweichungen führen, was wiederum ungenaue Endteilergebnisse nach sich zieht. Korrekturuntersuchungen sind schwierig, wenn nicht ein systematischer Ansatz mit den richtigen Werkzeugen verfolgt wird.
Das Ziel: Einsatz eines Artec 3D Space Spider Scanners und der Mess- und Qualitätsmanagementsoftware Geomagic Control X von 3D Systems, um Gesamtkosten und Projektzeit zu reduzieren, die Genauigkeit zu erhöhen und die Erwartungen der Gießerei mit minimierten Versuchszahlen zu übertreffen.
Verwendete Werkzeuge: Artec Space Spider, Artec Studio, Geomagic Control X
Das Scannen und Inspizieren von additiv gefertigten Teilen führt zu reduzierten Kosten, minimierten Versuchszahlen und verbesserter Genauigkeit und Qualität.
Mit der Entwicklung neuer Produktionstechnologien entstehen neue technische Herausforderungen bei der Herstellung des bestmöglichen Teils. Oftmals ist beim ersten Produktionsversuch eines Auftragsherstellers eine signifikante Abstimmung des neuen Prozesses erforderlich, um Elemente wie Schwindung, Oberflächengüte und Wiederholbarkeit zu verstehen. Additivherstellung ist hier keine Ausnahme, und dennoch sind Werkzeuge zur Erfüllung der genannten Kriterien für diese Produktionsmethode im Rückstand. Das ändert sich nun.
Die meisten gefertigten Produkte entstehen aus einem üblichen Prozess, der in der Produktion endet. Design, Herstellung und Inspektion sind gängige methodische Schritte, um Prozesse, Phasen und Verantwortlichkeiten festzulegen – und jeder einzelne dieser Schritte hat eine Schlüsselrolle bei der Herstellung hochwertiger Teile. Je nach Komplexität und Art des herzustellenden Teils kann der eigentliche Arbeitsablauf viele Rückschritte und Rückmeldungen erfordern.


In unserem Beispiel unten zeigen wir, wie die Artec Space Spider und die Geomagic Software zusammen eine vollständige Formerfassung und Analyse an 3D-Druckwachsgussmodellen und Gussteilen in allen Phasen des Design-, Test- und Herstellungsprozesses ermöglichen.
HERAUSFORDERUNG
Mehrstufige Fertigung kann zu Unsicherheiten und Prozessabweichungen führen, die sich zu ungenauen Endergebnissen summieren. Korrekturuntersuchungen sind schwierig durchzuführen, es sei denn, es wird ein systematischer Ansatz mit den richtigen Werkzeugen gewählt.
LÖSUNG
Artec 3D Space Spider Scanner und Geomagic® Control X™, eine Mess- und Qualitätsmanagement-Software von 3D Systems
ERGEBNISSE
- Verfeinerung des additiv hergestellten, werkzeuglosen Musterprozesses mit 3D-Scannen und Prüfnetzen führte zu verbesserten Ergebnissen bei minimalen Iterationen (eins)
- 27% Kostensenkung bei einer 10%igen Steigerung der Gesamtgenauigkeit
- Enge Zusammenarbeit mit einer Gießerei und Analyse des Gießprozesses, wobei die Fertigteile die Erwartungen der Gießerei mit minimalen Iterationen übertreffen (eins)
- 14% höhere Genauigkeit der Endteile
- Reduzierung der Schlichtkosten durch Reduzierung der sekundären Bearbeitungsvorgänge

Artec Space Spider ist ein ultrahochauflösender tragbarer 3D-Scanner, der sich dadurch auszeichnet, dass er kleine Objekte und komplexe Details für eine Dimensionsprüfung präzise erfassen kann.
Im Plug-and-Play-Betrieb scannt Space Spider Objekte einfach, ohne komplizierte Vorbereitung und umfangreiche Anwenderschulungen, so dass unsere Kunden Teile wirklich überall digitalisieren können. Die proprietären „target-freien“ Algorithmen von Artec 3D ermöglichen es dem Scanner, das Objekt allein anhand seiner Form und Farbe zu verfolgen. Es ist also nicht erforderlich, auf dem Objekt Targets anzuwenden.
Scansoftware Artec Studio
Geomagic Control X von 3D Systems ist eine industrielle messtechnische Software, die Ursachenanalyse und -korrektur für die Fertigung ermöglicht. Control X arbeitet auch mit 3D-Scans und ist eine ideale Lösung für Vermessungen mit tragbaren Messgeräten. Mit Control X können mehr Personen in Ihrem Unternehmen schneller, häufiger, vollständiger und wirklich überall Messungen durchführen.
Die hier vorgeschlagene Lösung ermöglicht einzigartige Einblicke in die erfolgreiche Produktion in einem komplexen Fertigungsprozess. Das Ergebnis? Deutlich verbesserte Gesamtqualität des Endteils, Genauigkeit und Wiederholbarkeit.
Design
Für dieses Beispiel haben wir ein echtes Kundenprojekt repliziert, aber die Details verallgemeinert. In diesem Fall entwickelte unser Kunde ein spezielles, autonom fahrendes, leichtes Fahrzeug. Um die Markteinführung zu beschleunigen, wurden eine Reihe von Komponenten und Systemen aus heute auf dem Markt befindlichen Fahrzeugen ausgewählt und zu einem funktionierenden Prototyp kombiniert. In diesem Projekt hab es einen spezifischen Achsschenkel, der für das Projekt von Wert war, und der Kunde musste das Design digitalisieren und für weitere Modifikationen und Produktionen in einem leichten Material erfassen.
Zu Beginn der Arbeiten wurde das Originalgussteil in 3D gescannt und nachentworfen. Artec Space Spider wurde für die schnelle Digitalisierung verwendet, und anschließend wurde das Teil wurde schnell und präzise in Geomagic Design X mit einem einzigartigen hybriden Modellierungsansatz modelliert. In der Regel folgen unsere Kunden entweder einer As-Built (sehr genau) oder Design Intent (dimensionsgesteuert) Modellierungsmethode. Ein hybrider Modellierungsansatz besteht aus der Kombination beider Konzepte, um ein CAD-Solid-Modellergebnis zu liefern, das sowohl dimensionierte Merkmale als auch hochpräzise NURBs-Flächen aufweist. Mit dieser Strategie wurde das Modell in weniger als 1,5 Stunden fertiggestellt und als Feature-basiertes CAD live auf SOLIDWORKS übertragen.




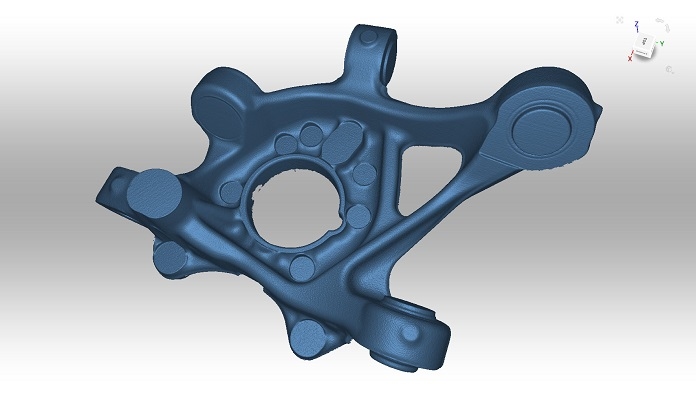
Scan der Originalteile
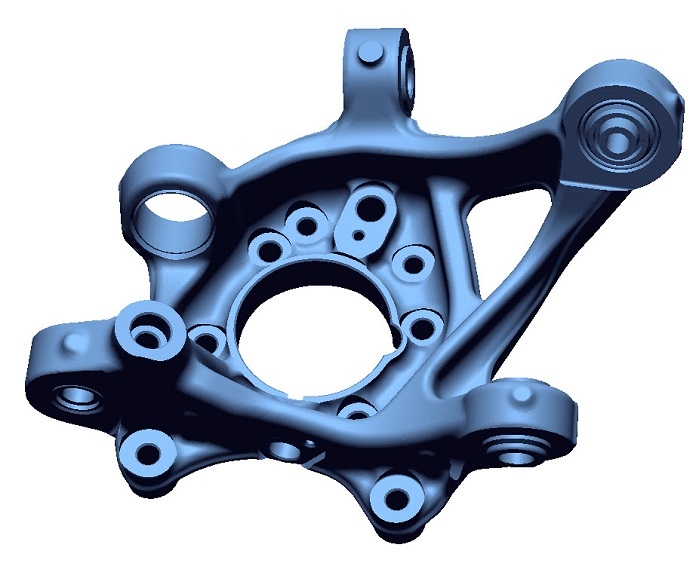
Hybrid-CAD-Modell
Defeatured Model für den Druck
Unfertiger 2500er IC-Druck
Beispiel für den Querschnitt des Sparse Infill-Modus am Projet 2500 IC
Modellerstellung
Additive Fertigung wird seit Jahrzehnten in der Luft- und Raumfahrt und in der Automobilindustrie eingesetzt, um Güsse aus Opfermaterial herzustellen. Mit den neuesten Fortschritten im 3D-Druck können industrietaugliche Modelle zu deutlich niedrigeren Kosten in Wachs oder Polymer gedruckt werden, die nahtlos in den Feingussprozess integriert sind. Heute beobachtet 3D Systems eine zunehmende Akzeptanz werkzeugloser Verfahren in der additiven Modellerstellung. Und das wird sich noch weiter verstärken, wenn die Technologie zugänglicher, schneller und präziser wird.
Für jeden additiven Prozess, der den Einsatz von Wärmeenergie in der Materialabscheidung oder Nachbearbeitung umfasst, gibt es eine gewisse Menge an Teilverzug und „Absetzen“, das möglicherweise auftreten kann. Teile, die eine signifikante Masse oder eine signifikante Querschnittsfläche aufweisen, halten die Wärme länger als kleinere oder dünnere Teile.
Basierend auf diesen Erkenntnissen haben wir zwei Druckverfahren getestet, mit dem Ziel, die Kosten für Druckerzeugnisse so niedrig wie möglich und die Dimensionsstabilität so hoch wie möglich zu halten. Wir testeten ein vollständig solides Wachsdruckverfahren sowie ein dünnes Schalen-/Spiegelwachsfüllverfahren, das in der Software 3D Sprint Build Client Software und auf dem Projet MJP 2500 IC-System gedruckt wurde, welches wiederum Wachsgussmodelle produziert. Aus früheren Erfahrungen wissen wir, dass eine 2 mm große Schale mit einem geringen Füllgrad von 50% beim Drucken relativ großer Teile hochwertige, stabile Teile liefert.
Nach der Nachbearbeitung und Abkühlzeit wurden unsere beiden Muster mit Artec Space Spider relativ einfach gescannt. Die einzigartige Form der Teile, die grüne Wachsfarbe und der leichte Mattierungs- und Aufhellungseffekt der Nachbearbeitung ermöglichten es unserem Scantechniker, die Modelle mit Hilfe von Geometrie- plus Texturverfolgung reibungslos zu erfassen.
Mit Geomagic Control X importierten wir direkt unsere 3D Sprint Build Datei und prüften jedes Teil in seiner exakten Druckausrichtung für die Prüfroutine. Da wir wussten, dass wir unseren Subjektteil iterativ scannen würden, um unseren Prozess zu verbessern, konnten wir ein detailliertes Inspektionsprojekt einrichten und mehrmals duplizieren, während wir die gesamte Prozessentwicklungs-Historie in einer einzigen Geomagic Control X Datei führten. Wenn die Scans abgeschlossen waren, verschoben wir einfach jede neue stl-Datei in das Control X-Projekt und der Bewertungsprozess setzte automatisch ein, was zu qualitativ hochwertigen, wiederholbaren Ergebnissen führte.
Wir fanden heraus, dass im Allgemeinen alle Bereiche mit Bearbeitungsversatz innerhalb der Gusstoleranz lagen, aber befanden sich die frei geformten Bereiche außerhalb eines engen Toleranzbandes. Wir glauben, dass dies unsere Annahmen bestätigte, laut denen große Querschnittsflächen Wärme speichern und sich beim Kühlen möglicherweise verformen.
Unsere umfassende Analyse für diese Phase lieferte einige Schlussfolgerungen. Diesen folgend war der 3D-Druck mit einem Wachsmodell nach der Nachbearbeitung nicht nur kostengünstiger, sondern auch maßhaltiger war.
Gießen
Feinguss ist eine bewährte Fertigungsmethode, die 5.000 Jahre zurückreicht und in der globalen industriellen Fertigung seit den letzten hundert Jahren, also seit Beginn der industriellen Revolution, etabliert ist.
Heutzutage ist der Gussprozess recht ausgereift und wiederholbar und wird durch Simulationssoftware unterstützt, um das Risiko von Fehlern im Inneren des Bauteils zu reduzieren. Mit einem erfahrenen Gießereipartner und minimalem Aufwand auf Kundenseite ist es möglich, additiv gefertigte Modelle zu liefern und Teile herzustellen, die frei von inneren Fehlern sind und die allgemein üblichen Toleranzwerte für den Guss übertreffen.
Kunden, die sich aktiv an der Prüfung des Ergebnisses und der Prozessiteration beteiligen, können aufgrund der Stabilität des Gussprozesses selbst eine deutlich höhere Qualität bei der Abstimmung ihrer Teilegeometrie erwarten.

Erforderliche Gussgröße
Tatsächliche Mustergröße
- ~ 35% weniger Teilematerial, das im Prozess verwendet wird
- 27% Materialkostenreduzierung.
- 10% Steigerung der Gesamttoleranz (mit 3D Comparison)
- Solid-Teil hat unsere Toleranzgrenze nicht überschritten.
- Infill Part hat unsere Toleranzgrenze überschritten.
- Darüberhinaus zeigten weitere Untersuchungen, dass die langfristige Dimensionsstabilität bei Raumtemperatur gegenüber dem festen Teil verbessert wurde


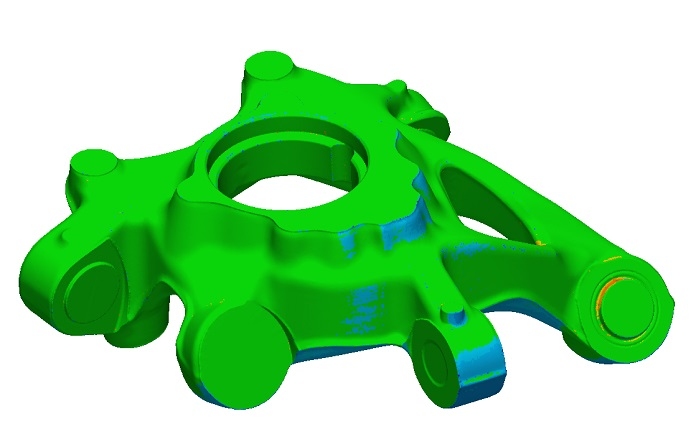
Analyse: Solid-Wachsmuster
Analyse: Wachsmuster mit Füllung
Schrumpfung ist ein bekanntes Ergebnis des Gussprozesses und typischerweise bietet eine Gießerei den Kunden eine Orientierungshilfe, um die bekannte Schrumpfung für ein bestimmtes Material für eine definierte Teilegröße auszugleichen. Aufgrund der Komplexität der Geometrie und der Verbindung durch den physikalischen Gussprozess ist es häufig, dass bei den meisten Teilen eine ungleichmäßige Schrumpfung zu beobachten ist. Daher kann das Gießen im Allgemeinen als ein „loser Toleranzprozess“ angesehen werden.
Während der Gießprozesse für unseren Achsschenkel haben wir eine Schrumpfrate untersucht, die für unser Modell und unseren Werkstoff geeignet ist. Nach Rücksprache mit der Gießerei wurde eine 2%ige einheitliche Skala empfohlen, um ein genaues Teil herzustellen. Um den Effekt zu untersuchen, den das 3D-Scannen und ein Präzisionsmaßstab auf die Endteilgenauigkeit haben können, haben wir wie empfohlen ein Wachsmodell mit einem Skalierungsfaktor von 2% hergestellt und an die Gießerei geliefert.
Weitere Untersuchungen an den zurückgegebenen Gussteilen wurden durchgeführt, um festzustellen, ob der einheitliche Skalierungsfaktor den erwarteten Toleranzen entsprach. Gemäß der allgemeinen Gießereispezifikation lieferte diese ein Teil, das definitiv innerhalb der angegebenen erreichbaren Genauigkeitsparameter unseres Partners lag. Eine genauere Betrachtung mit dem Querschnittsvergleichswerkzeug in Control X ergab jedoch einige offensichtliche Bereiche, in denen eine bessere Anwendung des Präzisionsmaßstabsfaktors die Gesamtgenauigkeit des Fertigteils erheblich verbessern könnte.
Dieser Querschnitt-Silhouettenvergleich mit einem engen Toleranzbereich zeigt deutlich die äußeren Ränder mit blauer Färbung, während die inneren Ränder orange und rot gefärbt sind. Das äußere Profil bestätigt eine „Untermaß“-Bedingung, bei der sich die tatsächliche Bauteilgrenze innerhalb der Referenzkontur befindet. Das Innenprofil zeigt, dass das Merkmal Mittelzylinder dimensional kleiner ist als vorgesehen, aber außerhalb des Bezugsmerkmals erscheint. Dies deutet darauf hin, dass der gesamte Schatten der Silhouette des Teils eine Skalendifferenz aufweist, die durch Erhöhen des Skalenfaktors, erneutes Drucken und Gießen korrigiert werden kann.
Frühere Untersuchungen zur Verbesserung des Gießprozesses haben uns einen Einblick in die relativen Anpassungen der empfohlenen Standardwerte gegeben, die wir anwenden können, und ein zweites Wachsmodell wurde mit einem ungleichmäßigen Skalenfaktor von 2,2%, 2,3% und 2,7% in X, Y und Z gedruckt und an die Gießerei geliefert.
Mit einer Endkontrolle des präzisionskompensierten Musters konnten wir einige Schlussfolgerungen über den Muster-zu-Teil-Prozess ziehen:
- Das präzise skalierte Muster lieferte Ergebnisse, die die Erwartungen der Gießerei übertrafen.
- Die allgemeine Maßhaltigkeit des skalenkorrigierten Teils stieg um ~14%
- Durch die Erhöhung der Präzision konnte mindestens ein großer Bearbeitungsvorgang vermieden werden
- Die gesamten Produktionskosten für Teile wurden gesenkt
- Zukünftige Analysen sind notwendig, um zu sehen, ob weitere Präzision angewendet werden kann, um den Maschinenbetrieb generell zu reduzieren
Fazit
Effizienz ist der Schlüssel zur Erhaltung des Gewinns und zur Reduzierung von Verschwendung in Menschen- und Produktionskreisläufen. Mit Artec 3D Space Spider und Geomagic Control X konnten wir die Gesamtqualität unseres gefertigten Teils verbessern, indem wir jede Phase unseres Prozesses analysierten – mit den geringstmöglichen Abstimmungszyklen und Iterationen. Die Reduzierung von Iteration und Schätzungen, Einsparungen von Zeit und Geld sowie die schnellere Markteinführung sind die Hauptvorteile der Verwendung einer Gesamtlösung für hochwertiges 3D-Scanning und Scan-native professionelle Inspektionssoftware.


Analyse Querschnitt des Skalenfehlers
Endgültiges Gussteil
Analyse des Endgusses
Scanners behind the story

Try out the world's leading handheld 3D scanners.



